
排难
熔融指数
熔融指数
熔融指数试验方法
Melt Mass Flow Rate (MFR)
Melt Volume Rate (MVR)
本方法是测定热塑性塑料试样在一定条件下的熔体流动速率。
本方法适用于热塑性塑料。
1 定义
熔体流动速率系指热塑性塑料在一定温度和负荷下,熔体每10min通过标准口模的重量。
2 试样及处理
2.1 试样形状 颗粒、粉料、小块、薄片或其他形状。
2.2 试料干燥处理 对于吸湿性试样,试验前必须按产品标准进行干燥处理。
3 仪器
试验装置示意图如下:
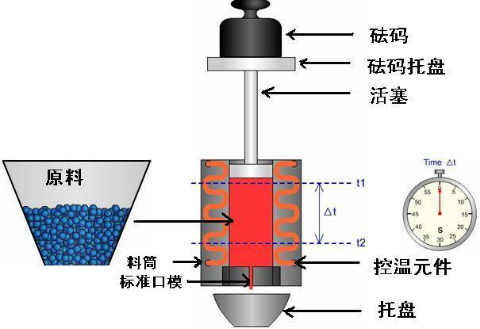
试验装置图如下:

3.1.1 料筒
钢制的圆筒,材质硬度应不小于300Hv,内径为9.550±0.025mm,长度在150~180mm之间,轴线弯曲不得大于0.02/100,圆筒内壁光洁度不低于▽8.
3.1.2 活塞
活塞的硬度应略低于料筒材质硬度。长度不小于料筒长度,活塞杆直径为9mm,线弯曲不大于0.02/100, 活塞头长度为6.35±0.10mm,其直径比料筒内径均匀的小0.075±0.015mm,表面光洁度不低于▽8。活塞头下部边缘倒角的半径为0.4mm,上部边缘须除去锐边。
3.1.3 标准口模
用碳化钨制成,与料筒成间隙配合,内径有2.095±0.005mm和1.180±0.010mm两种,内壁光洁度不低 于▽8,高度为8.000±0.025mm.
3.1.4 负荷
负荷是砝码、托盘和活塞重量之和,精度为±0.5%。
3.1.5 温度控制装置
仪器应有温度或其他测温装置,并保证温度波动在±0.5℃以内,炉温须在距标准口模上端10.0mm处测量。
3.2 其他器件
3.2.1 切样条的工具,如刮刀、弹性适度的钢片
3.2.2 感重0.001g的天平。
3.2.3 装料漏斗、清洗件、精确至0.1s的秒表。
4 温度校正
仪器在固定温度使用时,至少每天试验前校正一次,每当变换温度时也须进行校正。先调节加热控制系统使监测孔的温度计达到规定温度,同时把校正温度计插入料筒预热至相同温度。取出后将流动性较好的材料(或试样)加入料筒压实,随即再插入校正温度计,待料熔融后把校正温度计浸入熔体使温度计球距标准口模顶部10mm。在至少4min后,以测出的两支温度计读数差来校正。
5 试验条件
| 序号 | 标准口模(内径mm) | 试验温度 (℃) | 口模系数 (g.mm2) | 负荷 (×9.8N)* |
| 1 | 1.180 | 190 | 46.6 | 2.160 |
| 2 | 2.095 | 190 | 70 | 0.325 |
| 3 | 2.095 | 190 | 464 | 2.160 |
| 4 | 2.095 | 190 | 1073 | 5.000 |
| 5 | 2.095 | 190 | 2146 | 10.000 |
| 6 | 2.095 | 190 | 4635 | 21.600 |
| 7 | 2.095 | 200 | 1073 | 5.000 |
| 8 | 2.095 | 200 | 2146 | 10.00 |
| 9 | 2.095 | 220 | 2146 | 10.00 |
| 10 | 2.095 | 230 | 70 | 0.325 |
| 11 | 2.095 | 230 | 258 | 1.200 |
| 12 | 2.095 | 230 | 464 | 2.160 |
| 13 | 2.095 | 230 | 815 | 3.800 |
| 14 | 2.095 | 230 | 1073 | 5.000 |
| 15 | 2.095 | 275 | 70 | 0.325 |
| 16 | 2.095 | 300 | 258 | 1.20 |
* 负荷单位N,1kgf=9.8N.
表:各种常用材料的熔融指数测试的适合条件
| 材料 | 条件(℃/kg) |
| 聚甲醛(POM) | 190/2.16 190/1.05 |
| 丙烯酸娄 | 230/1.2 230/3.8 |
| 丙烯腈丁二烯苯乙烯(ABS ) | 200/5 230/3.8 220/10 |
| PC/ABS合金 | 260/5 260/2.16 260/3.8 240/5 230/3.8 |
| 尼龙(PA) | 275/0.325 235/1.0 235/2.16 |
| 235/5.0 275/5.0 | |
| 聚乙烯(PE) | 125/0.325 125/2.16 2.5/1.2 |
| 190/0.325 190/2.16 190/21.6 | |
| 190/10 310/12.5 | |
| 聚碳酸脂(PC) | 300/1.2 |
| 聚丙烯(PP) | 230/2.16 190/5.0 |
| 聚苯乙烯(PS) | 200/5 230/1.2 230/3.8 190/5.0 |
| 聚对苯甲酸脂娄 | 250/2.16 210/2.16 285/2.16 |
| 聚苯硫醚(PPS) | 315/5 |
| SAN | 220/10 230/10 230/3.8 |
| 热塑性弹性体(TEO/TPO) | 230/2.16 |
| 聚对苯二甲酸乙二醇脂(PBT) | 250/2.16 210/2.16 |
6 试验步骤:
6.1 通常要先将试样进行干燥或真空干燥处理
6.2 将仪器调至水平。
6.3 将标准口模放入料筒,插入活塞杆,开始升温,到达所需温度后,恒温至少15min;
6.4 根据试样的预计流动速率按下表称取试样并加入料筒。
试样加入量与切样时间间隔
| 流动速率 (g/10min) | 试样加入量 (g) | 切样时间间隔 (s) |
| 0.1~0.5 | 3~4 | 120~240 |
| >0.5~1.0 | 3~4 | 60~120 |
| >1.0~3.5 | 4~5 | 30~60 |
| >3.5~10 | 6~8 | 10~30 |
| >10~25 | 6~8 | 5~10 |
试样加入时用活塞压紧,并在1min内加完,将活塞留在料筒里,根据选定的试验条件加负荷。
注:如果试样流动速率高于10g/10min,则预热时试样会有较大的损失,在这种情况下预热时间可以不加砝码或加较小的砝码,在4min预热时间结束时换成所需的砝码。
6.5试样经4min预热,炉温恢复到规定温度,用手压使活塞降到下环形记距料筒口5~10mm为止,这个操 作的时间不应超过1min。待活塞下降至下环形记和料筒口相平时,切除已流出的样条,并按上表规定的切样时间间隔开始正式切取。保留连续切取的无气泡样条三个。当活塞下降至下环形记和料筒口相平时,停止切取。
注:① 易氧化降解的试样,在装料前,须用氮气吹扫料筒。
② 流动速率在25g/10min以上者,可采用内径小的标准口模。
③ 样条长度最好在10~ 20mm之间,但以切样时间间隔为准。
6.6样条冷却后,置于天平上,分别称重。
6.7每次试验后,须用纱布擦净标准口模表面,活塞和料筒,模孔用直径合适的黄铜丝或木钉趁热将余料清除并用纱布擦净。
7 计算结果
① 熔体(质量)流动速率按式计算:

式中:
MFR —— 熔体流动速率,g/10min;
m —— 切取样条质量算术平均值,g;
t —— 条时间间隔,s 试样结果取两位有效数。
② 熔体(体积)流动速率按式计算:

式中:
MVR —— 熔体流动速率,cm3/10min;
试样结果取两位有效数。
Copyright ©2020 深圳市科立塑料有限公司 粤ICP备2020087627号